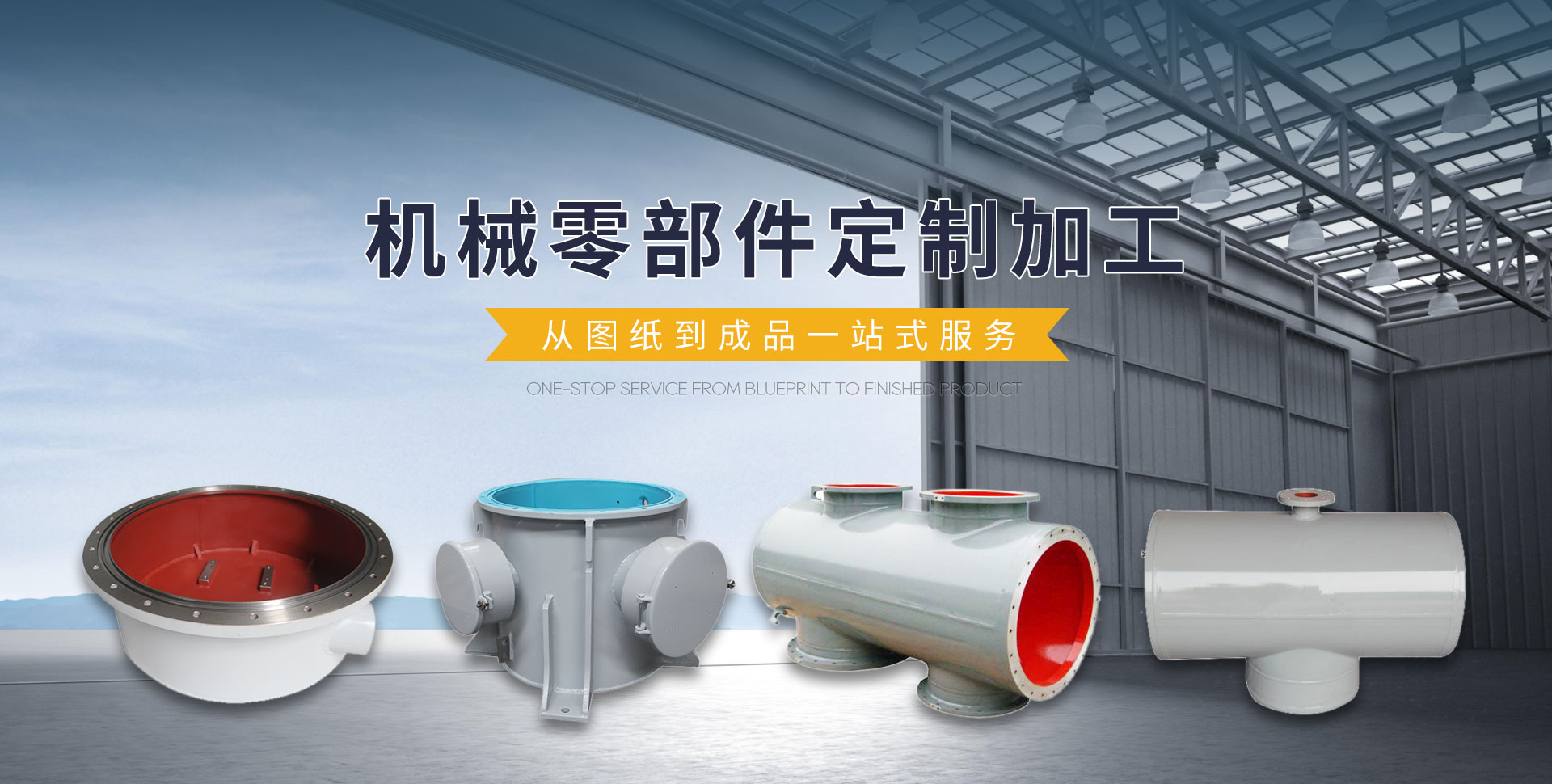


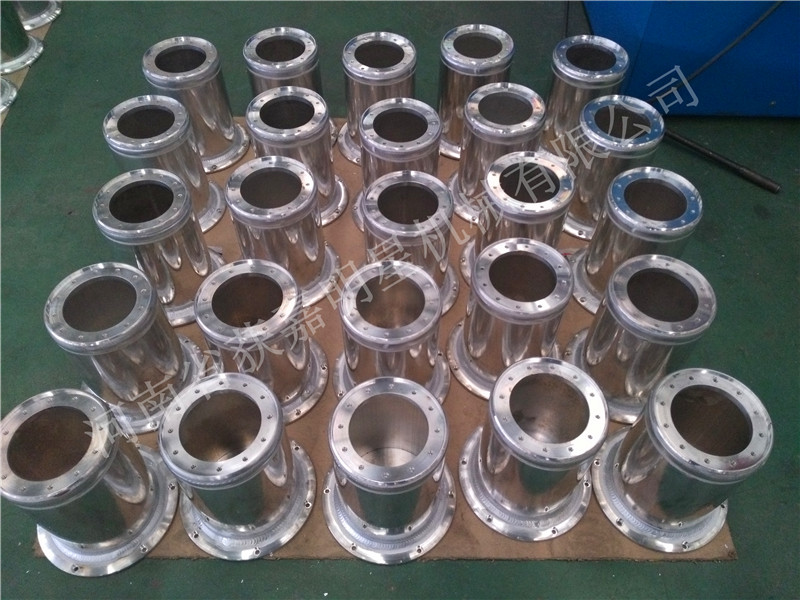
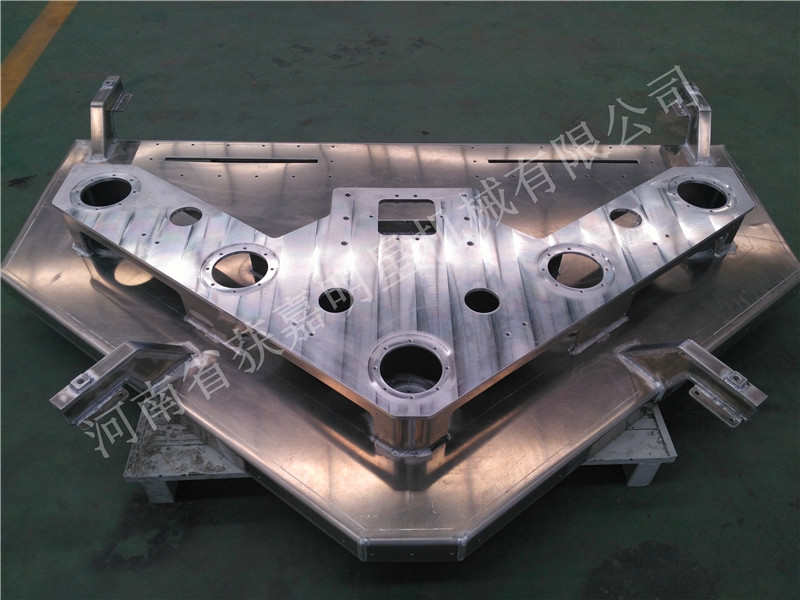
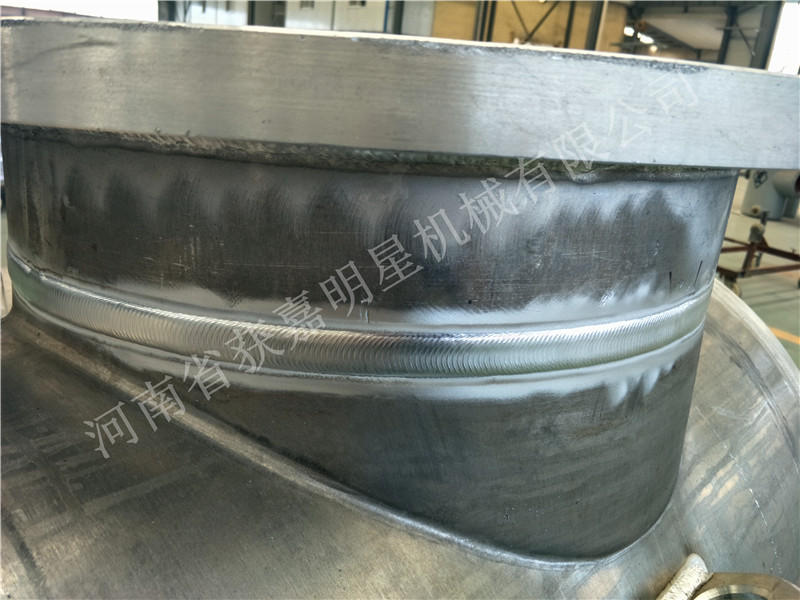
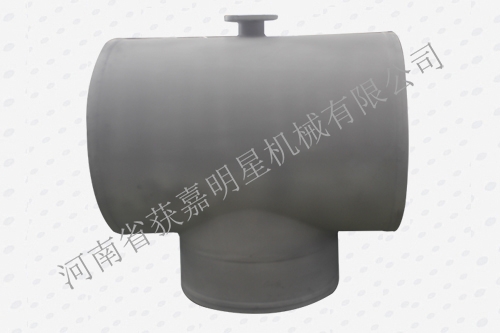
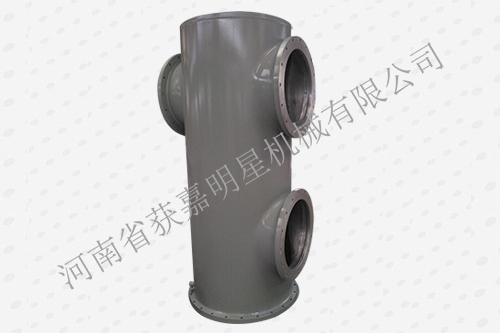
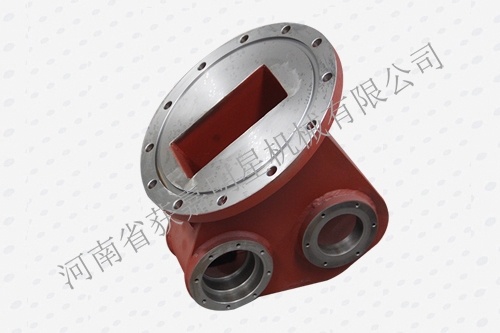
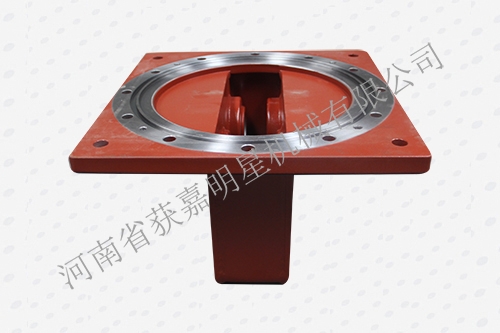
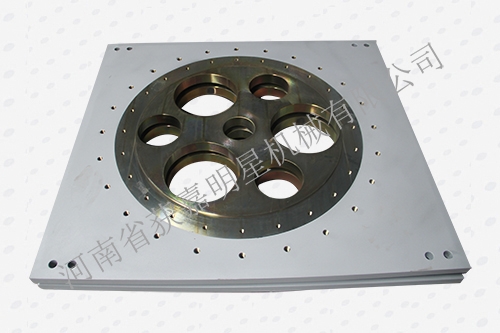
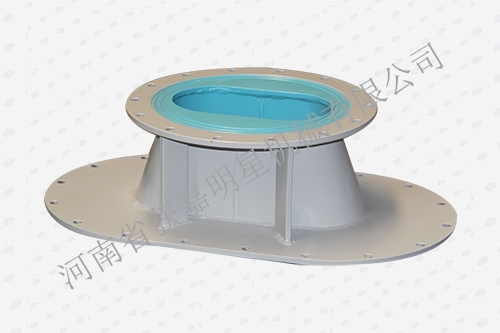
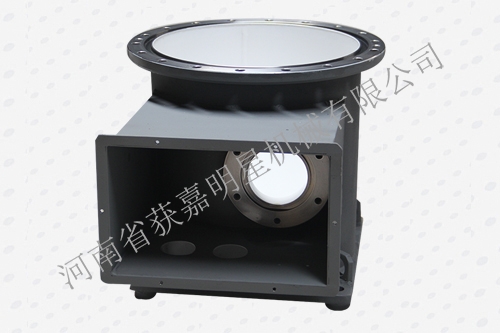
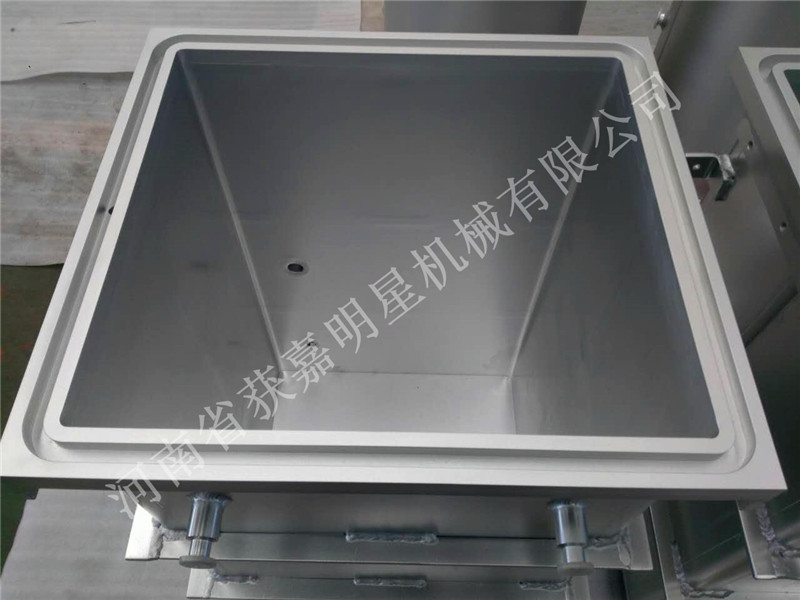
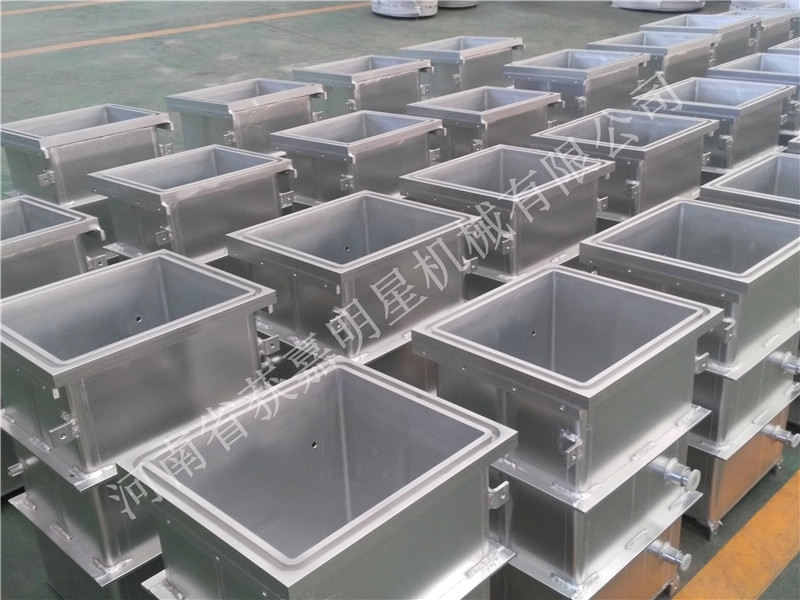
产品中心

全国咨询服务电话
135-1373-0553 151-3672-5711
定制产品 / 品质保证
定制产品 / 品质保证
定制产品 / 品质保证
定制产品 / 品质保证
定制产品 / 品质保证

定制产品 / 品质保证

定制产品 / 品质保证
定制产品 / 品质保证

定制产品 / 品质保证

定制产品 / 品质保证
定制产品 / 品质保证

定制产品 / 品质保证

定制产品 / 品质保证

定制产品 / 品质保证
定制产品 / 品质保证
定制产品 / 品质保证
定制产品 / 品质保证

定制产品 / 品质保证

定制产品 / 品质保证
定制产品 / 品质保证

定制产品 / 品质保证

定制产品 / 品质保证

定制产品 / 品质保证
定制产品 / 品质保证
定制产品 / 品质保证

定制产品 / 品质保证
定制产品 / 品质保证

定制产品 / 品质保证
定制产品 / 品质保证

定制产品 / 品质保证

定制产品 / 品质保证

定制产品 / 品质保证

定制产品 / 品质保证

定制产品 / 品质保证

定制产品 / 品质保证

定制产品 / 品质保证
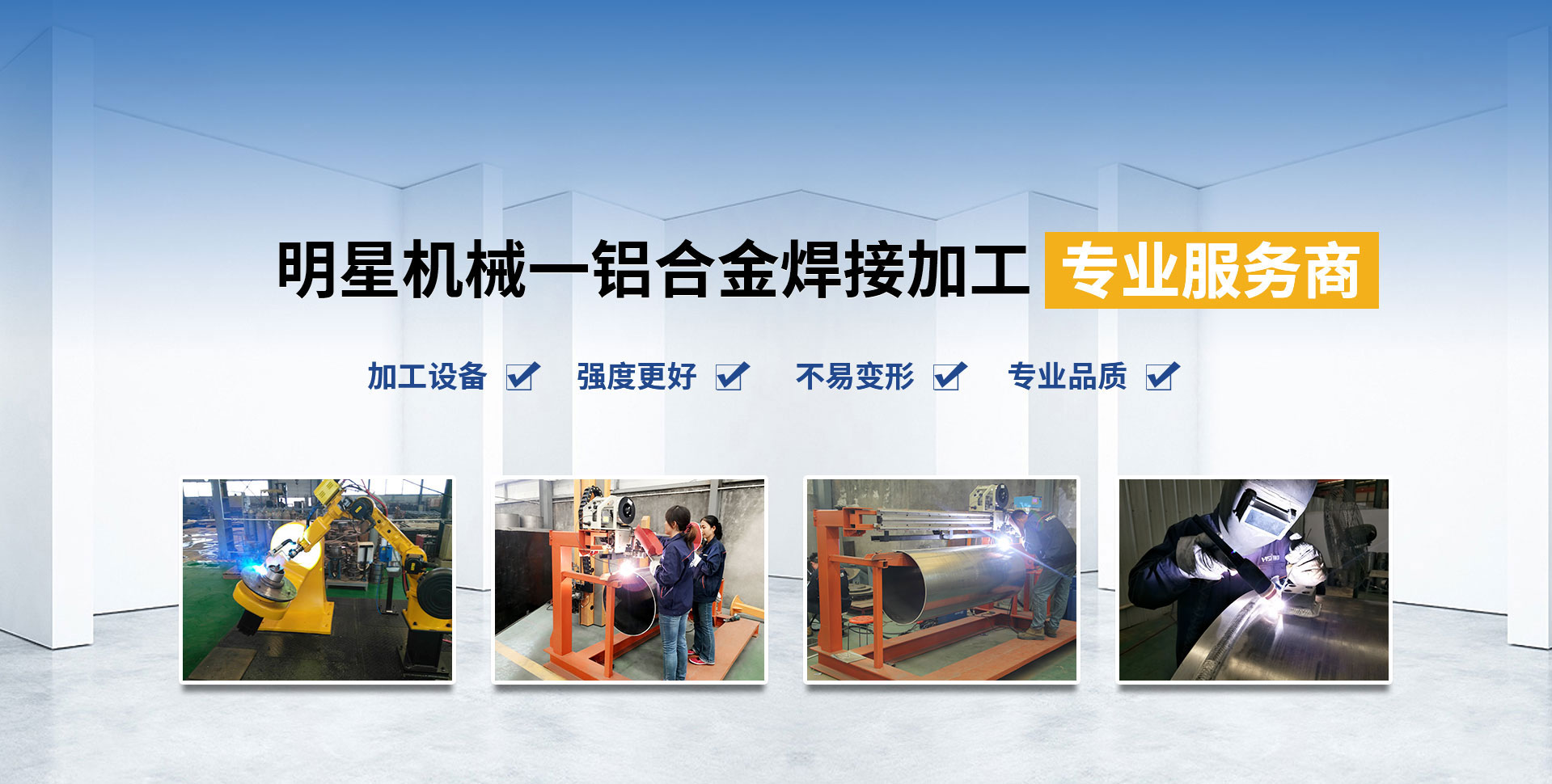
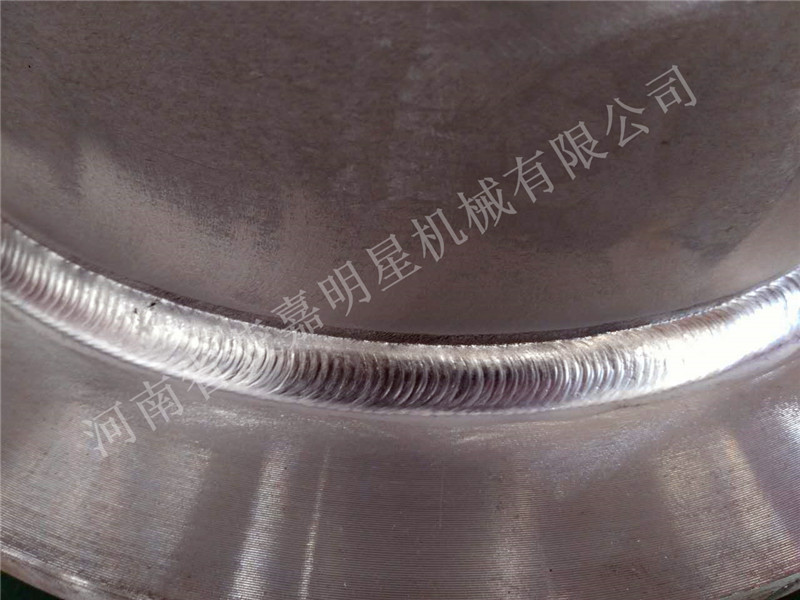
铝合金焊接加工服务商
实力雄厚 · 经验丰富 · 质量保证 · 合作共赢










实力雄厚 · 设备优良 · 质量保证 · 合作共赢
成立于
现有在职员工
企业注册资金
主营产品
占地面积
关注公司新闻,了解行业动态
友情链接:
版权所有 河南省获嘉明星机械有限公司 备案号:豫ICP备15001945号-1
135-1373-0553

扫一扫 关注我们






