





手工钨**氩弧焊在铝及铝合金焊接中的应用
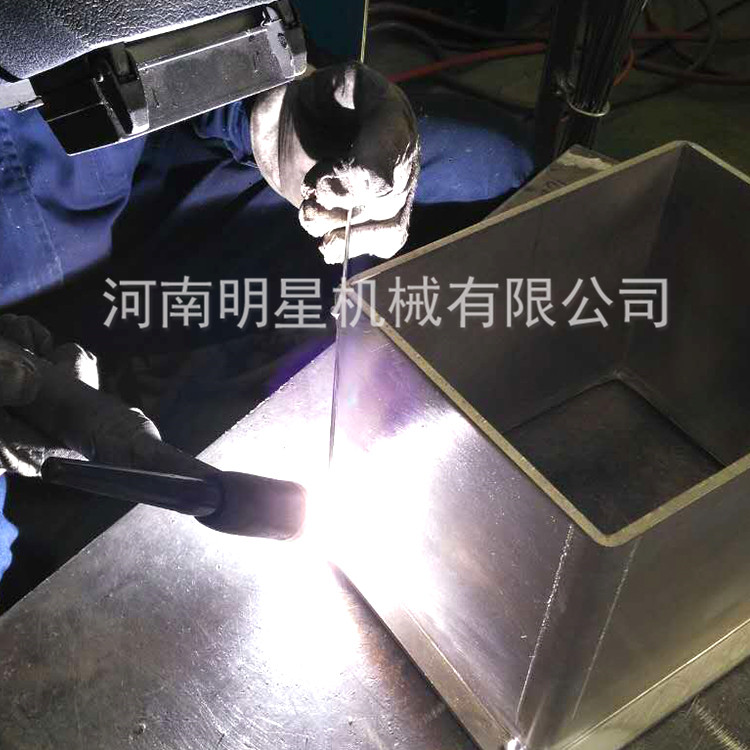
手工钨**氩弧焊焊接铝及铝合金
焊前准备。
焊前清理。焊前清理是保证铝及铝合 金焊接质量的重要工艺措施。在焊前应严格 清除焊件坡口及焊丝表面的氧化膜和油污, 清理的方法可采用化学清洗或机械清理。化 学清洗用10%左右氢氧化钠水溶液,使氢氧 化钠与氧化铝作用生成易溶的氢氧化铝Al (OH)3。机械清理先用有机溶剂(丙酮、松香水 或汽油)擦拭表面以除油,随后用细铜丝刷 或不锈钢丝刷刷去氧化膜。
预热。由于铝的比热比钢大一倍、导热 性比钢大两倍,所以为了防止焊缝区热量的 大量流失,焊前可对焊件进行预热。薄、小铝 件一般可不预热;厚度超过5~8mm 的铝件 可预热100~300℃。
焊接过程中的操作要领。①引弧。手工 钨**氩弧焊通常采用引弧器进行引弧。钨** 不与焊件接触,可使钨**端头保持完整,引 弧处不会产生夹钨缺陷。②收弧。应采取衰 减电流的方法,即电流自动由大到小地逐渐 下降,以填满弧坑,勿突然拉断电弧。当熄弧 后,氩气会自动延迟几秒钟停气,以防止金 属在高温下产生氧化。③选择工艺参数。根 据板厚选择钨**直径、焊丝直径;根据板厚 和焊接位置选择焊接电流、氩气流量等。
操作方法。①电弧引燃后,要保持喷嘴 到焊接处一定距离并稍作停留,使母材上形 成熔池后,再给送焊丝,焊接方向采用左焊 法。②焊丝的送进。填充焊丝时,焊丝的端头 切勿与钨**接触,否则焊丝会被钨**沾染, 熔入熔池后形成夹钨。填充焊丝不能离开氩 气保护区,以免灼热的焊丝端头被氧化,降 低焊缝质量。若中途停顿或焊丝用完再继续 焊接时,要用电弧把起焊处的熔池金属重新 熔化,形成新的熔池后再加焊丝,并与原焊 道重叠5mm 左右。在重叠处要少添加焊丝, 避免接头过高。
①因钍有放射性危害,故磨削钍钨**的 砂轮机必须装有抽风装置。焊工应带口罩, 磨削完毕应洗净手脸。②焊接时钨**端部严 禁与焊丝相接触,以免短路。钨**端头变粗 后,必须及时修磨,以利于焊缝良好成形。③ 手工钨**氩弧焊要根据焊件的材质选取不 同的电源种类和**性,这对保证焊缝质量有 重要作用。④手工钨**氩弧焊是双手同时操 作的焊接方法,这一点有别于手工电弧焊。 操作时,双手要配合协调,才能保证焊缝的 质量,因此,应加强这方面的基本功的训练。
手工钨**氩弧焊一般适用于焊接薄板, 具有电弧稳定、成形美观、焊件变形小、操作 灵活等优点,更适于焊接尺寸较精密的小零 件。由于受到钨**允许电流密度的限制,它 的熔透能力小,所以厚度大于6mm 的厚板一 般不采用。否则要开坡口采用多层焊,但生 产率低、不经济,而且变形也大,因此,厚板 一般用熔化**氩弧焊。



